优化刀刃几何外形提高切屑控制能力
来源:山东瑞钻工程装备有限公司 2015-01-07查看:9708
摘要:优化刀刃几何外形提高切屑控制能力
切屑管理的意义在金属加工作业中越来越重要。切屑可以影响到工件的表面质量并有可能损坏刀具。因此,在新型刀具的开发工作中,必须重视切屑的生成和排屑问题。
在日常金属切削加工作业中,戴皮手套的设备操作工人用令人生畏的大铁钩把切屑从工件或刀具上生硬拽下来的情景越来越不多见了。但是,每个切削作业人员在实际工作中对此类情况还是屡见不鲜的。这就从另一个方面清晰地说明了切削作业中切屑管理的必要性。由于切屑不能自主地从工作区域里排出,在很多内加工范围内所不希望出现的作业中断的现象就成为了一种挑战。
切屑可以在与工件表面的接触和钻孔作业中造成很大的质量缺陷。在最严重的情况下,切屑还会卡在钻孔边缘和刀刃或基体之间,结果是加工过程受阻,甚至刀具发生断裂。除了这些影响之外,还存在着一种危险,即刀具受到高温和切屑锋利边缘的危害,造成本体磨损的结果。最后一点便是,在加工结束之后往往需要在工件上和加工空间里进行费时费力的切屑清理作业。单单就拿排屑槽来说,切屑的特性就在很大程度上决定了所需要花费的费用。

图1 最主要的切屑形状及其切屑空间数
但是,在自动化程度越来越高的背景下,加工流程的安全性也必须逐步加强,同时质量要求和对经济性的要求也在日益提高,因此,Komet Group公司在研发和优化内加工切削刀具时把切屑生成和排放作为重中之重。
切屑是在三个重复性加工阶段中从被加工工件上脱离下来的金属颗粒物。在刀刃进入金属材料里时,材料首先被挤压,然后推应力增大,直至材料达到硬度极限。最大的推应力出现在所谓的剪切面上,在那里材料颗粒物相互间发生松动、变形和挤压,从而生成切屑。切屑通过刀刃的切削面被排走,在遇到阻力时再次被挤压。
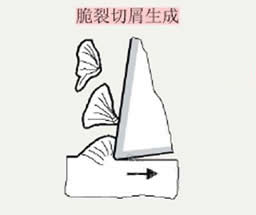
图2 在脆裂切屑生成时,刀片前方会产生裂纹。
切屑在工件没有发生大的变形的情况下即可破断
切削量和切屑形状对于作业流程影响巨大
对于工艺流程及其安全性来说,切削量和切屑形状是决定性的影响因素。切削量分为材料本身数量和实际占用空间的散乱的切屑量。当然,散乱的切屑量要大于材料本身数量。所得出的切屑空间数取决于切屑的形状。切屑空间数表述了切屑在离开刀具之后所具有的形状。
究竟生成何种形状的切屑,这主要取决于材料的材质和切削的条件。比较重要的一点便是材料合金类型,例如含磷和含硫。至于切削条件方面,主要有切削速度、切削深度、进给量和调节角度等因素。在刀具外形方面的主要影响因素有切削角度和切屑生成阶段。

图3 当切屑材料受力超过其变形能力时,即可产生挤裂切屑
所生成的切屑按照其外部形状进行分级。这里需要注意到切屑的堆积密度(钢材为t/m3)和操作人员可能遭受到的危险以及刀具、工件和设备的损伤等问题。切屑空间数越小,则切屑所需的空间也就越小,可操作性就越强。出现带状和乱麻状的切屑就非常不利,因为它阻碍了切屑的下落并构成不容易从工件或刀具上脱落的切屑丝团。此外,它还妨碍了切屑的自动传送。更有甚者,它还可能对工件表面造成伤害,并在某种程度上对劳动安全造成威胁。
螺旋状切屑虽然没有像带状或乱麻状切屑对工件和切屑排放带来那样不利的影响,但是也是为人们所不希望看到的。在切屑空间数上属于最低一级的是短的切屑段(断裂切屑)。但是,对于这些切屑也需要严加防范,因为它有可能会发生喷溅并对操作人员造成危害或堵塞设备通道。随着现有设备防护罩和保护性导向的逐渐完善,这个问题逐步得到解决。
短状螺旋形切屑可以得到很好的排屑
在实际工作中,切屑空间数在10以下的短的螺旋状切屑或零碎螺旋状切屑通常被视为是较为有利的。这种排屑较通畅,即使堆积密度高,也容易被排走,从而很少危及操作人员的安全。除了切屑形状之外,切屑的种类也会对切削过程造成影响。其影响因素也是刀片外形、切割参数和材料变形量以及所使用的冷却剂。通常切屑形式可分为碎裂切屑、挤裂切屑、带状切屑和层状切屑。但其差异会随时变动,在采用某些材料时,通过改变切削条件可以获得所有类型的切屑。

图4 带状切屑从刀片上连续排走
碎裂切屑也被称为碎屑,它产生于脆裂材料的加工过程。在采取小角度和低速度的切削作业时,同样可以生成碎裂切屑。此时,在刀片的正前方会出现裂纹,这种情况下的切屑不会发生大的变形,直接从工件上断裂和脱离下来。其结果便是工件的表面会相对比较粗糙。
切屑在高温下的焊特性
如果切屑在切削区域内发生变形,则被称为挤裂切屑。切屑材料会受到变形力的作用,在面上呈层状和展开分布,在较高温度的影响下,它们会相互焊在了一起。
连续性的带状切屑也是通过剪切区域的变形而生成。但是,切屑可以连续性地从刀片上排走。由于材料的变形量并没有被超出,因此各个层面的变形比较均匀。在较高切削速度、较高温度和连续正角度切削作业下,就会生成相互连在一起的切屑。
如果是匀质结构且容易变形的材料,在较高的切削速度下会出现切屑厚度不均的现象。在均匀的周期性的作业循环中,材料先被下沉堆积,然后在越来越大的应力下被切开。因此,在千赫兹的较高的频率范围内就会生成片状切屑。这种片状切屑在结构上类似于挤裂切屑。
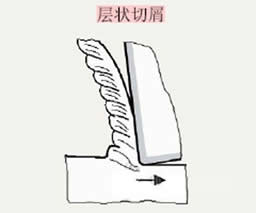
图5 采用变形性好的材料时,切屑厚度会发
生均匀和周期性的波动,从而产生层状切屑
在刀具研发和优化方面,设计的着眼点首先从刀片的微结构外形上开始。在这里,倒圆、倒棱和倒角等因素或多或少地决定了切屑形状和切屑导向。刀刃边缘的优化可以极大提高刀具的使用寿命。
排屑槽直接影响到切屑形成
宏观排屑槽对切屑起到导向作用,这里主要是指可直接影响切屑生成的特定形状的沟槽。它可以把切屑进行破碎并把切屑引导到一种更为有利的形状。在后部的切屑排放中,刀具基座上的导屑槽起到了引导切屑排放的作用。在这里,也可以通过对切屑腔大小和形状进行定义,从而限制切屑的膨胀,迫使切屑进入特定的位置或甚至对切屑进行破断。
就所加工的材料来说,所面临的挑战便是如何在强度尽可能高的切割材料、最佳的切割参数、尽可能好的切屑生成状况和高度安全的切屑排放之间找到一种理想的折中方案。这项工作的基础便是Komet Group公司多年来所设计的针对内加工切屑排放的刀具系统的技术诀窍。位于该集团公司总部的技术中心是这方面工作的核心机构。
在大量的工作经验的基础上,进行了各种耗费时日的模拟模型计算。通过此类计算,可以对刀片几何外形、切屑生成形状、力和温度等各种因素进行分析。
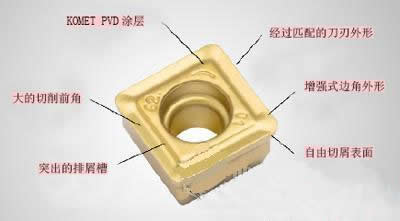
图6 除了刀片几何外形因素之外,排屑槽也可以促使切屑破碎成小段
在孔的加工方面,从目前的技术水平上看,模拟分析的能力还是非常有限。模型计算非常复杂,所需的时间也非常漫长。此外,在钻孔过程中,从外径直至钻孔中心的切割速度各不相同(甚至可以为零),可供使用的模拟模型非常有限。因此进行了大量的研究工作。为了分析切屑生成过程,使用了人眼无法达到的高分辨率的高速摄像系统。
塑性材料具有生成长切屑的特性倾向
切削加工流程中对切屑生成和引导的管理是一个长期的课题。其目标在于使用户实现较好的生产效益和更高的作业安全性。在这方面,采用塑性材料和获得典型的长切屑的技术便是一种不断出新的技术创新。但是在切屑管理方面,越来越引起人们注意的则是应用于各种不同领域且对可切削性和切屑破断特性带来不良影响的新型材料。
在汽车和机器制造工业中所采用的不锈钢材料便是一例。其硫含量可降低材料的疲劳强度和断裂韧性等方面的不良影响是众所周知的。为了满足最高的机械性能要求,降低材料中的含硫量是非常有益的。但是,与此相反,很高的含硫量却对材料的可切削性有利。刀具磨损程度和切削断裂状况均有所减缓。
因此,这种情况对于刀具制造厂商想在经济稳定性和最佳切屑管理之间达到某种平衡的意愿来说,极为不利。另一个不良的趋势是,为了达到更好的可加工性,人们在不断研发具有良好变形性的材料。由于这种材料呈立体面心栅格结构,因此切屑也不容易折断。
除了这里所述的在工件材料领域内研发品种越来越多的多个具有代表性的例子之外,在刀具领域的技术发展同样也给切屑管理增加了难度。新型的切割材料可以不断提高切削速度,在接触部位的温度也在日益提高,这些因素反过来又对材料特性和切屑破断特性造成负面影响。
最后,针对切屑控制所需的刀具宏观和微观结构决定了刀具技术的拓展领域。对此类结构的刀具的制造在最高技术层面上展开,它也需要加工技术推陈出新。除了电火花、激光和磨削(牵引磨削、滑动磨削及其他精度工艺)以及刷光之外,采用磨削介质和工作介质的各种抛丸技术也在与机器和设备制造厂商一起向前发展。
产品推荐
-
销售热线
国内:0635-2929827
国际:0635-2937606
客户服务
